
Industry: Manufacturing
Our client is one of the largest manufacturers of grey cement, ready-mix concrete (RMC), and white cement in India, with an installed capacity of 116.75 million tons per annum. A total of 23 integrated plants, 1 clinkerization plant, 26 grinding units, and 7 bulk terminals are operated by the organization. Its operations span across India, UAE, Bahrain, and Sri Lanka.
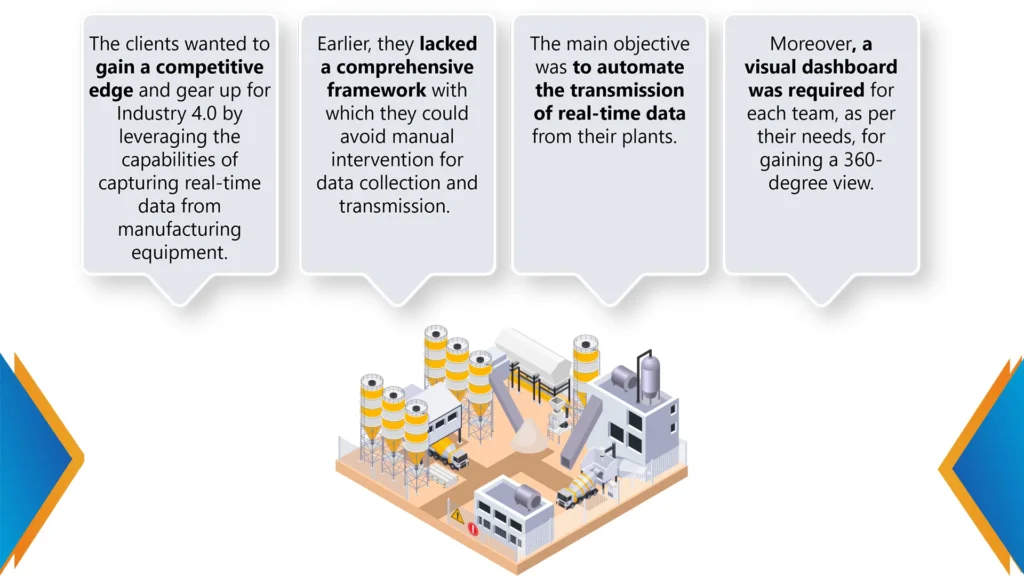
Business Challenges
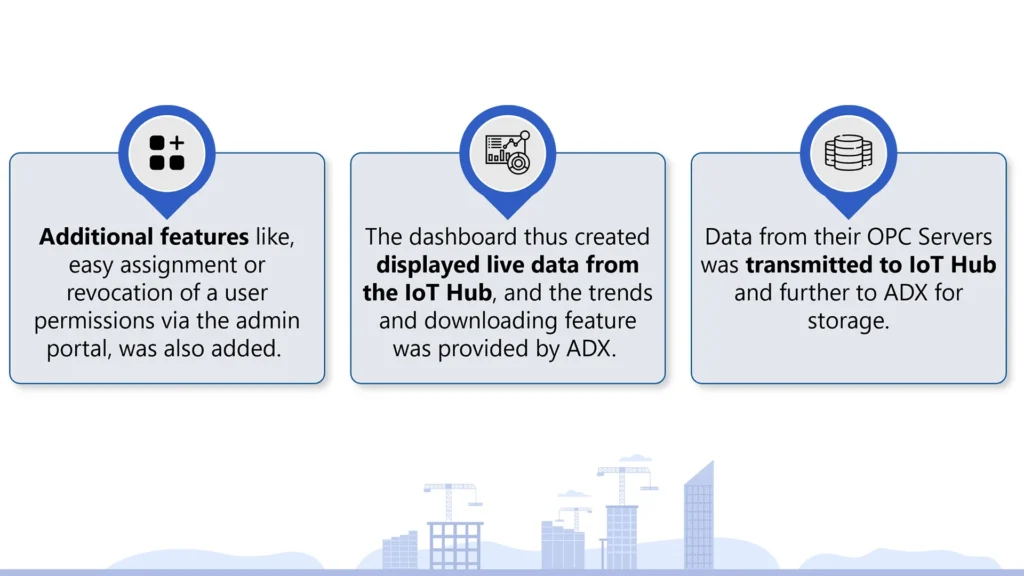
Solutions
Celebal Technologies contributed to the client’s success with its deep expertise in Industry 4.0 implementation using cutting-edge technologies.
Technologies Used
ADLS Gen 2
ADX
IoT Hub
Azure Data Factory
Key KPIs
Connected Remote Assets: Utilize process automation and optimization to remotely manage factory units.
Security: Easily assign or revoke permissions for a user via the admin portal.
Seamless Collaboration: Connect operators in silos by enabling Machine Learning & Artificial Intelligence.
Real-time Monitoring: Monitoring in real-time and the prediction of failure improve safety.
Business Impacts
5X – Reduced Manufacturing Risk
3X – Increased Efficiency
70% – Enhanced Visibility
50% – Decreased Operational Cost
A leading cement manufacturer successfully transformed its operations by leveraging real-time data and IIoT technologies. By proactively addressing maintenance issues, ensuring consistent product quality, and optimizing operational efficiency, the company not only improved its bottom line but also gained a strategic advantage in the market.


